
PAFIX Threading Heads
The PAFIX CNC head has been designed especially for all machines with programmable forward and
return feeds to the toolholder (turret, spindle, etc.). It is of extremely compact length and is fitted with
a positive disengaging clutch which can be set to 3 different pull-out lengths if required.

Showing 37–48 of 86 results






















Showing 37–48 of 86 results
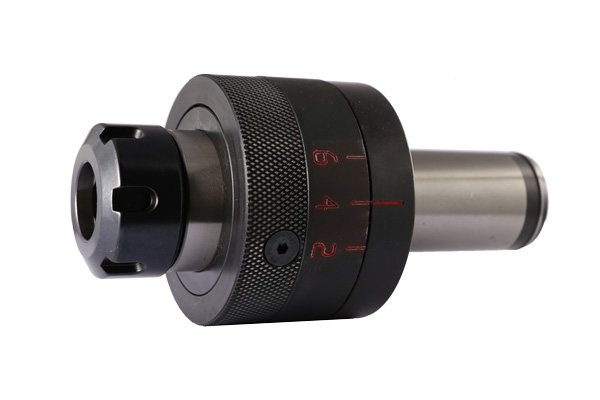
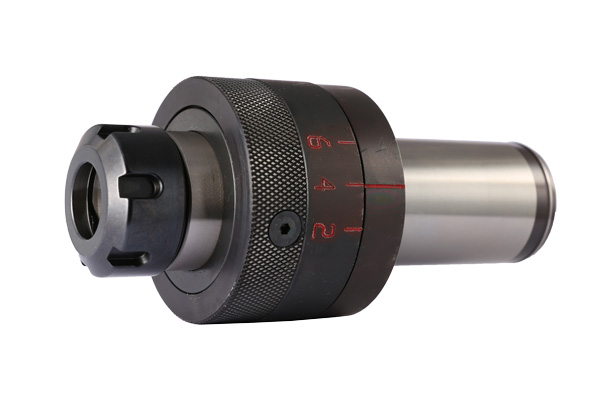
PAFIX Tapping Head for CNC machines
The PAFIX CNC head has been designed especially for all machines with programmable forward and
return feeds to the toolholder (turret, spindle, etc.). It is of extremely compact length and is fitted with
a positive disengaging clutch which can be set to 3 different pull-out lengths if required, for example
with head size 25-2…, 1,5/3/5 mm.
The head can be set to two different programmed tapping cycles as follows. Both cycles ensure a
certain amount of pitch compensation (float). In order to make sure of faultless thread cutting with
precise starting point and depth or length of the thread, no spring take-up thread lead or friction
clutch against overload has been provided. The PAFIX CNC is designed to permit a quick change over
from tapping head to die head. Simply unscrew the collet nut and replace with the die housing.
For applications where thread length / depth is critical (blind holes, etc.) precise limitation of thread length / depth is
ensured by operation of the PAFIX clutch. In-feed of about ≈ 98% of thread pitch is used to a length / depth shorter than
the required amount by the pre-set pull-out distance. In-feed is then halted while the PAFIX clutch disengages and the
front part of the Head is released (see programming example).
This threading cycle ensures accurate thread length / depth, even at high speeds, independent of spindle reserval. On
spindle reserval the PAFIX clutch automatically re-engages and return-feed rate should be at 100% of thread pitch to
ensure tap/die clears the workpiece.


