
Cylindrical
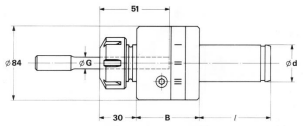
Floating reamer holder Cylindrical shank Type ESX 32 (ER32)
Showing all 6 results












Showing all 6 results
Floating reamer holder Cylindrical for CNC ESX 32 (ER32)
Machine reamers have three forms of clamping part:
cylindrical, used only for small reamers with a diameter of up to 10-12 mm;
with Morse taper;
with a square (not common).
Machine reamers are supplied with a long neck, which is necessary for the supply of a reamer when machining deep holes. Shell reamers are supplied with conical holes with a taper of 1:30.
Ensuring Processing Accuracy
To obtain the correct hole when reaming on the machine, it is necessary that the axis of the hole coincides with the axis of the reamer. This is possible provided that the axis of the socket for fixing the reamer lies in line with the axis of rotation of the machine. However, the last condition is not always possible to ensure. As a result of wear on the guides of the bed, as well as on the basis of rotation of the head, for example, a turret, the spindle axis is shifted from the axis of the tool pocket (in the vertical plane). The misalignment of the axes can also occur when turning the head and fixing it due to wear of the locking mechanism (misalignment in the horizontal plane). In this case, the tool axis is moved to the side by a certain angle. The inaccuracy of the machined hole depends not only on the condition of the machine, but also, although to a lesser extent, on the condition of the clamping devices. As a result of the mismatch between the axes of the part and the tool, the hole is larger than it should be, in diameter, and sometimes even irregular in shape, for example, conical with some expansion at the front end.
Mandrels
To obtain the correct hole, swinging or floating mandrels are used to fix the reamers in them. Thanks to the hinged fastening, the reamer, when entering the hole, is able to move in different directions and freely follow the direction of the pre-machined hole. With this fastening, the reamer teeth are evenly loaded and remove the same chips from all sides.


